Elektrisch lassen voor beginners: nuances van laswerkzaamheden en analyse van de belangrijkste fouten
Een appartement, en vooral een privéwoning, heeft regelmatig onderhouds- en reparatiewerkzaamheden nodig.Een klusjesman moet een generalist zijn en veel verschillende taken kunnen uitvoeren. Daarom willen meesters zoveel mogelijk technologieën onder de knie krijgen.
Een van de meest gevraagde vaardigheden is het vermogen om laswerkzaamheden uit te voeren. De praktijk leert dat elektrisch lassen het meest geschikt is voor beginners - de technologie is eenvoudig en toegankelijk voor iedereen die ermee wil leren werken. Voordat u de methode onder de knie krijgt, moet u zich vertrouwd maken met de theoretische aspecten van de kwestie, nietwaar?
Alle benodigde informatie wordt gedetailleerd beschreven in ons artikel. We beschreven het werkingsprincipe van elektrisch lassen en gaven aan welk apparaat je het beste kunt kiezen voor thuiswerken. Daarnaast biedt het artikel een stapsgewijze technologie voor het lassen van onderdelen, methoden voor het maken van naden en worden ook mogelijke defecten in verbindingen vermeld.
De inhoud van het artikel:
Wat is elektrisch lassen?
Elektrisch is een van de lasmethoden waarbij een elektrische boog wordt gebruikt om metalen te verwarmen en vervolgens te smelten. De temperatuur van deze laatste bereikt 7000°C, wat veel hoger is dan het smeltpunt van de meeste metalen.
Het elektrische lasproces verloopt als volgt. Om een elektrische boog te vormen en in stand te houden, wordt stroom van het lasapparaat naar de elektrode gevoerd.

Wanneer de elektrodestaaf het te lassen oppervlak raakt, vloeit er lasstroom. Onder zijn invloed en de invloed van de elektrische boog beginnen de elektrode en de metalen randen van de te lassen elementen te smelten. Uit de smelt ontstaat, zoals lassers zeggen, een smeltbad, waarin de gesmolten elektrode wordt gemengd met het basismetaal.
Gesmolten slak drijft naar het oppervlak van het bad en vormt een beschermende film. Nadat de boog is uitgeschakeld, koelt het metaal geleidelijk af, waardoor een naad ontstaat die bedekt is met kalkaanslag. Nadat het materiaal volledig is afgekoeld, wordt het gereinigd.
Voor het lassen kunnen niet-afsmeltende en afsmeltende elektroden worden gebruikt. In het eerste geval wordt lasdraad in de smelt gebracht om een lasnaad te vormen, in het tweede geval is dit niet nodig. Om een elektrische boog te vormen en vervolgens in stand te houden, wordt speciale apparatuur gebruikt.
Vaardigheden op het gebied van lassen in huishoudelijke omstandigheden zijn vereist om een breed scala aan taken uit te voeren:
Wat heb je nodig om thuis te lassen?
Om de werkzaamheden uit te voeren heeft u eerst een lasapparaat nodig. Er zijn verschillende varianten ervan.
Laten we beslissen welke we de voorkeur geven.
- Lasgenerator. Een onderscheidend kenmerk is het vermogen om elektrische energie op te wekken en deze te gebruiken om een boog te creëren. Dit is handig als er geen stroombron is. Het heeft indrukwekkende afmetingen, dus het is niet erg handig in gebruik.
- Lastransformator. Het apparaat zet wisselspanning afkomstig van het lichtnet om in wisselspanning met een andere frequentie, die nodig is voor het lassen. De apparaten zijn eenvoudig te bedienen, maar hebben aanzienlijke afmetingen en reageren negatief op mogelijke netspanningspieken.
- Lasgelijkrichter. Een apparaat dat de door het lichtnet geleverde spanning omzet in de gelijkstroom die nodig is om een elektrische boog te vormen. Ze zijn compact en zeer efficiënt.
Voor thuiswerk verdient een gelijkrichter van het invertertype de voorkeur. Ze worden meestal eenvoudigweg omvormers genoemd. De apparatuur heeft zeer compacte afmetingen. Tijdens het werken wordt het aan de schouder gehangen. Het werkingsprincipe van het apparaat is vrij eenvoudig.
Het zet hoogfrequente stroom om in gelijkstroom. Het werken met dit soort stroom garandeert laswerk van de hoogste kwaliteit.

Omvormers zijn zuinig en werken vanuit een huishoudelijk netwerk. Bovendien is het voor een beginner beter om ermee te werken. Ze zijn uiterst eenvoudig te gebruiken en zorgen voor een stabiele boog.
De nadelen van omvormers zijn onder meer hogere kosten dan andere apparaten, gevoeligheid voor stof, vocht en stroompieken. Let bij het kiezen van een omvormer voor thuislassen op het bereik van de lasstroomwaarden. De minimumwaarde is 160-200 A.
Extra functies van de apparatuur kunnen het werk voor een nieuweling gemakkelijker maken.
Onder deze aangename “bonussen” is het vermeldenswaard:
- Goede start - wat een verhoging betekent van de aanvankelijke stroom die wordt geleverd op het moment dat de lasboog wordt ontstoken. Dit maakt het veel gemakkelijker om de boog te activeren.
- Anti-aanbaklaag — verlaagt automatisch de lasstroom als de elektrodestaaf vastzit. Dit maakt het gemakkelijker om af te trekken.
- Boogkracht - verhoogt de lasstroom als de elektrode te snel naar het werkstuk wordt gebracht. In dit geval treedt er geen verkleving op.
Naast elk type lasapparaat heeft u elektroden nodig. Het is het beste om hun merk te selecteren met behulp van een speciale tabel, die aangeeft welk type materiaal wordt gelast.
Daarnaast heeft u een lashelm nodig. De beste is degene die op het hoofd gaat. Modellen die in de hand moeten worden gehouden, zijn uiterst onhandig.

Het masker kan een eenvoudig getint glas hebben of een zogenaamde “kameleon”. De laatste optie verdient de voorkeur, omdat wanneer er een boog verschijnt, het glas automatisch donkerder wordt.
Het is noodzakelijk om alleen in speciale kleding te werken die beschermt tegen spatten en ultraviolette straling. Dit kunnen dikke katoenen overalls, laarzen of hoge laarzen, canvas of rubberen handschoenen zijn.
Artikel voor jou: 10 beste maskers voor lassers: recensie, foto, prijs. TOP 10 beste laselektroden.
Elektrische lastechnologie
Het is beter om onder begeleiding van ervaren lassers te leren hoe je onderdelen op de juiste manier kunt lassen met behulp van elektrisch lassen. Als dit om de een of andere reden niet lukt, kunt u het zelf proberen. Eerst moet u uw werkplek goed organiseren. Dit is erg belangrijk, omdat lassen een proces is met hoge temperaturen en dus brandgevaarlijk.
Om te werken, moet je een werkbank of een andere basis van niet-brandbaar materiaal kiezen. Houten tafels en soortgelijke producten zijn ten strengste verboden. Het is raadzaam dat er geen brandbare voorwerpen in de buurt van de plaats zijn waar wordt gelast.
Zorg ervoor dat u een emmer water bij u in de buurt plaatst om mogelijke branden te voorkomen. Daarnaast moet u een veilige plaats bepalen waar de overblijfselen van gebruikte elektroden worden bewaard. Zelfs de kleinste kunnen brand veroorzaken.

Voor de eerste onafhankelijke naden moet je een onnodig stuk metaal voorbereiden en er elektroden voor selecteren. Deskundigen adviseren in dergelijke gevallen staven van 3 mm te gebruiken. De kleinere diameter wordt gebruikt voor het lassen van dunne platen, wat lastig is om van te leren. Elektroden met een grotere diameter vereisen apparatuur met een hoog vermogen.
We beginnen met het strippen van het metaalgedeelte waar de naad zich zal bevinden. Er mag geen roest of enige verontreiniging aanwezig zijn.
Nadat het onderdeel is voorbereid, neemt u de elektrode en steekt u deze in de klem van het lasapparaat. Vervolgens nemen we de “aardingsklem” en bevestigen deze stevig aan het onderdeel. Laten we de kabel nog eens controleren. Het moet in de houder worden gestopt en goed geïsoleerd zijn.
Nu moet u het bedrijfsstroomvermogen voor het lasapparaat selecteren. Het wordt geselecteerd op basis van de diameter van de elektrode. We stellen het geselecteerde vermogen in op het paneel van de lasapparatuur.
De volgende stap is het ontsteken van de boog. Om dit te doen, moet u de elektrode in een hoek van ongeveer 60° naar het onderdeel brengen en deze heel langzaam langs de basis bewegen. Er zouden vonken moeten verschijnen. Zodra dit gebeurt, raakt u het onderdeel met de elektrode lichtjes aan en tilt u het onmiddellijk op tot een hoogte van maximaal 5 mm.

Op dit moment flitst er een boog, die gedurende de hele operatie moet worden gehandhaafd. De lengte moet 3-5 mm zijn. Dit is de afstand tussen het uiteinde van de elektrode en het werkstuk.
Wanneer u de boog in werkende staat houdt, moet u er rekening mee houden dat de elektrode tijdens bedrijf doorbrandt en korter wordt. Als de elektrode te dicht bij het werkstuk komt, kan vastlopen optreden. In dit geval moet u hem iets opzij draaien. De boog ontsteekt mogelijk niet de eerste keer. Misschien is er niet genoeg stroom, dan moet deze worden verhoogd.
Nadat de beginnende lasser heeft geleerd de boog te ontsteken en in werkende staat te houden, kunt u beginnen met het lassen van de lasrups. Dit is de eenvoudigste van alle bewerkingen.We steken de boog aan en beginnen de elektrode heel soepel en voorzichtig langs de toekomstige naad te bewegen.
Tegelijkertijd voeren we oscillerende bewegingen uit die lijken op een halve maan met een kleine amplitude. Het lijkt erop dat we het gesmolten metaal naar het midden van de boog 'harken'. Op deze manier zou je een gelijkmatige naad moeten krijgen die eruit ziet als een roller. Er zal een klein golfachtig metaal doorhangen. Nadat de naad is afgekoeld, moet je de schaal erin slaan.
Booglastechnieken - lasmethoden
Om een naad van hoge kwaliteit te krijgen, moet u leren hoe u de boog onderhoudt en vervolgens verplaatst. Vooral de lengte van de elektrische boog heeft invloed op de kwaliteit. Als het meer dan 5 mm is, wordt het als lang beschouwd.
In dit geval vindt nitrering en oxidatie van het gesmolten metaal plaats. Het spat er in druppels uit, waardoor de naad poreus en niet sterk genoeg wordt. Als de boog te kort is, kan er een gebrek aan penetratie optreden.

Bij het lassen worden verschillende technieken gebruikt. Laten we de belangrijkste in detail bekijken.
Optie #1: onderste stootvoegen
De meest gebruikelijke en eenvoudigste manier om onderdelen met elkaar te verbinden. Voor metaaldiktes tot 0,8 cm wordt dubbelzijdig gelast. Voor verbindingen gemaakt van metaal dunner dan 0,4 cm wordt alleen eenzijdig gelast.
Voor werk worden elektroden geselecteerd waarvan de diameter gelijk is aan de dikte van het metaal. Als deze groter is dan 8 mm, wordt er gelast met snijkanten. In dit geval bedraagt de snijhoek ongeveer 30°.
Het lassen wordt in verschillende passen uitgevoerd. Het is raadzaam om verwijderbare pads van staal of koper te gebruiken om brandwonden te voorkomen. De eerste passage wordt uitgevoerd met een elektrode met een kleine diameter, niet meer dan 4 mm.
Bij het maken van de eerste naad zijn de nauwkeurigheid en de indringdiepte erg belangrijk. Na het aanbrengen mag er geen gesmolten metaal achter de randen zitten.
Voor de tweede en alle daaropvolgende passages worden elektrodestaven met een grotere diameter gebruikt. Ze zijn gekozen vanwege de hoogwaardige vulling van de uitsparing tussen de randen.
De elektrode wordt langzaam langs de naad bewogen, waarbij oscillerende bewegingen worden uitgevoerd, alsof de elektrode heen en weer wordt bewogen, om de holtes volledig te vullen met gesmolten metaal.
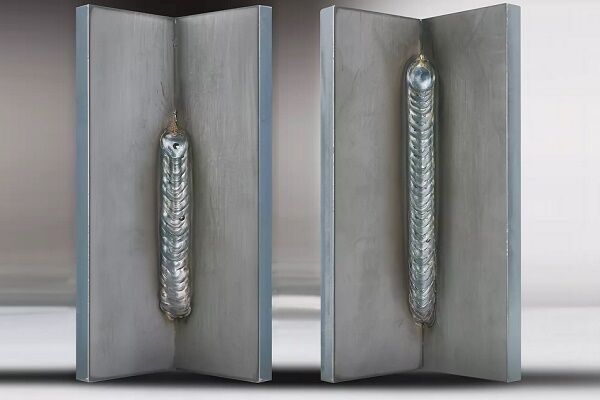
Optie #2: onderste hoekverbindingen
Ervaren lassers beweren dat goede resultaten kunnen worden behaald door hoeken “in een boot” te lassen. Dit betekent dat de te verbinden delen onder een hoek van 45° of anders worden geïnstalleerd.
Dit zorgt voor de hoogste kwaliteit penetratie van de productwanden en het gevaar van onderbieding en gebrek aan penetratie wordt verminderd. Met deze lasmethode kunnen naden met een grote dwarsdoorsnede in één keer worden gelast.

Er zijn twee soorten bootlassen: symmetrisch en asymmetrisch:
- De helling van de onderdelen bedraagt 45°. De kans dat een van de muren doorzakt of ondergraaft, is minimaal. Het lassen van omgekeerde en directe polariteit wordt uitgevoerd bij maximale stroomwaarden. Bij het lassen met omgekeerde polariteit moet de lengte van de elektrische boog minimaal zijn.
- Kantelen van onderdelen onder een hoek van 60° of 30° - asymmetrische “boot”. Deze optie is erg handig als er op moeilijk bereikbare plaatsen wordt gewerkt, omdat de bewegingsamplitude van de elektrode klein is. De lasser richt de boog naar de wortel van de naad en er moet voor worden gezorgd dat deze niet verder gaat dan de grenzen van de toekomstige naad. Ook is het niet toegestaan om teveel metaal in één keer te storten.
Hoekverbindingen kunnen van het T-type zijn, dus u moet leren hoe u metaal correct en foutloos kunt lassen met behulp van elektrisch lassen in verschillende passages.
Het gebruik van één pas is alleen mogelijk bij het lassen van eenvoudige constructies met zijden die een hoek van 45° vormen in een hoeklas. De diameter van de elektrode kan in dit geval de dikte van het metaal niet met meer dan 0,15-0,3 cm overschrijden.
Standaard multi-pass T-lassen wordt als volgt uitgevoerd. Voor de eerste doorgang wordt een elektrode met een grotere diameter genomen dan die geselecteerd voor volgende doorgangen.Er wordt bijvoorbeeld gebruik gemaakt van een elektrode waarvan de afmetingen variëren van 0,4 tot 0,6 cm.

Het lassen gebeurt soepel, zonder dwarse oscillerende bewegingen. Bij het uitvoeren van andere passen worden deze noodzakelijkerwijs uitgevoerd. Het is belangrijk dat de trillingsamplitude binnen de toegestane naadbreedte ligt.
Nog een belangrijk punt. Bij het uitvoeren van T-lassen op een hoekverbinding moet de elektrische boog altijd worden ontstoken op een horizontaal geplaatste plank.
Wanneer u met uw eigen handen elektrisch lassen van hoeken uitvoert, kunt u een overlappend type verbinding gebruiken. In dit geval worden de te lassen delen overlappend op elkaar geplaatst. De boog tijdens het lassen met directe polariteit moet kort zijn en tijdens het lassen met omgekeerde polariteit moet deze zo kort mogelijk zijn. Richt de boog precies op de wortel van de verbinding.
Tijdens het lasproces is het noodzakelijk om heen en weer gaande bewegingen met een kleine amplitude uit te voeren met de elektrode. Hierdoor kan het gehele gewrichtsgebied gelijkmatig worden verwarmd. In dit geval wordt het lasbad gelijkmatig gevuld en is de naad convex en op volledige grootte.
Optie #3: verticale naden
Verticaal gerichte naden worden alleen met een korte boog gemaakt. In dit geval moet de werkstroom 10% -20% minder zijn dan bij het lassen van onderdelen in de onderste positie. Deze eisen zijn eenvoudig uit te leggen.
Een lagere stroomsterkte betekent dat het gesmolten vloeibare metaal niet uit het smeltbad zal wegvloeien. Een kleinere boog is handiger in gebruik.

Ervaren lassers lassen het liefst verticale naden van onder naar boven. De boog wordt in brand gestoken op het laagste punt van de toekomstige naad. Daarna wordt een klein horizontaal platform voorbereid, waarvan de afmetingen overeenkomen met de dwarsdoorsnede van de toekomstige naad.
Beweeg vervolgens de elektrodestaaf langzaam omhoog. In dit geval moeten bewegingen over de verbinding worden uitgevoerd.
Ze kunnen de vorm hebben van een visgraat, hoek of halve maan. De laatste optie is het gemakkelijkst te implementeren. Daarnaast is het belangrijk om de juiste positie van de elektrode te behouden. Theoretisch wordt penetratie het beste bereikt als de staaf loodrecht op de naad wordt geplaatst, dat wil zeggen horizontaal.
Stomplassen worden gekenmerkt door de volgende criteria:
De praktijk leert dat in deze positie van de elektrodestaaf vloeibaar metaal langs de naad naar beneden stroomt. Om dit te voorkomen wordt de hellingshoek van de staaf gekozen binnen het bereik van 45°-50°. Dit is de optimale optie voor verticaal lassen. Om onderdelen van onder naar boven te lassen, selecteert u elektroden waarvan de diameter niet groter is dan 0,4 cm.
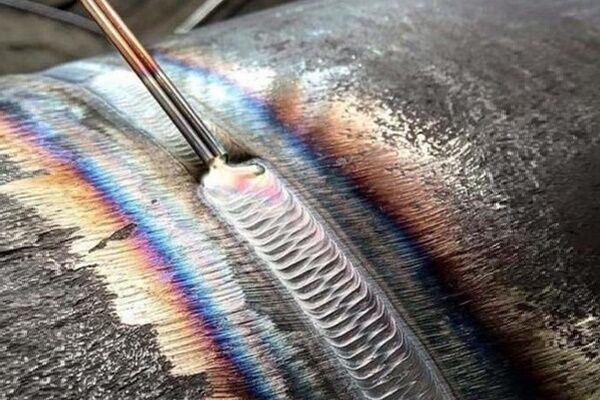
Optie #4: pijplijndetails
Thuis moet je vaak onthouden hoe je een metalen buis elektrisch moet lassen. Meestal wordt aan de zijkant van het onderdeel een verticale naad gemaakt en langs de omtrek een horizontale naad. Stalen buizen stompgelast. Alle randen moeten goed gekookt zijn.
Om ervoor te zorgen dat de doorbuiging in de buis minimaal is, wordt de elektrode onder een hoek van maximaal 45° naar het product gebracht. De naadbreedte moet 0,6-0,8 cm zijn, de hoogte – 0,2-0,3 cm.

Voordat met laswerkzaamheden wordt begonnen, worden de te verbinden delen grondig gereinigd. De uiteinden van de buis worden geïnspecteerd. Als ze vervormd zijn, worden ze rechtgetrokken of afsnijden met een pijpsnijder. Vervolgens worden de randen van de onderdelen van binnen en buiten gereinigd tot een metaalachtige glans op een afstand van minimaal 1 cm van de rand. Begin dan met lassen.
De verbinding wordt zonder onderbreking gelast totdat deze volledig is gelast. Voor niet-roterende verbindingen van buizen met wanden tot 0,6 mm breed worden twee lasgangen uitgevoerd, voor producten met wanden van 0,6 tot 1,2 cm breed - drie doorgangen, voor onderdelen met wanden breder dan 1,9 cm - vier doorgangen.
In dit geval wordt elke volgende naad pas aangebracht nadat de schaal van de vorige is verwijderd.
De kwaliteit van de eerste naad is het belangrijkst.Tijdens het proces moeten alle blunts en randen volledig smelten. Er mogen geen scheuren zijn, zelfs de kleinste. Als ze bestaan, worden ze gesmolten of gekapt. Daarna wordt het fragment opnieuw gelast. Het lassen van roterende buizen wordt op dezelfde manier uitgevoerd.
Mogelijke defecten in lasverbindingen en naden
Elektrisch lassen is een complex proces en niet altijd verloopt alles vlekkeloos.
Als gevolg van operationele fouten kunnen naden en verbindingen verschillende defecten vertonen, waaronder:
- Kraters. Kleine inzinkingen in de lasrups. Ze kunnen verschijnen als gevolg van een gebroken boog of een fout bij de uitvoering van het laatste fragment van de naad.
- Poriën. De lasnaad wordt poreus als gevolg van vervuiling van de randen van de onderdelen met roest, olie etc. Daarnaast kan porositeit ontstaan als de naad te snel afkoelt, bij hoge lassnelheden en bij het werken met ongedroogde elektroden.
- Ondersnijdingen. Ze zien eruit als kleine inkepingen aan beide zijden van de hechtkraal. Verschijnt wanneer de elektroden in de richting van de verticale wand worden verplaatst bij het lassen van hoekverbindingen. Bovendien ontstaan er ondersnijdingen bij het werken met een lange boog of bij een te hoge lasstroom.
- Insluitsels van slakken. Er zitten stukjes slak in de lasrups. Dit kan gebeuren als de randen vuil zijn, de lassnelheid hoog is of de lasstroom te laag is.
Dit zijn de meest voorkomende lasfouten, maar er kunnen er nog meer zijn.
Aanvullende informatie over het lassen van verticale en horizontale naden met behulp van elektrisch lassen vindt u in Dit artikel.
Conclusies en nuttige video over het onderwerp
Kenmerken van pijplassen:
Zo kiest u de juiste lasomvormer:
Indien gewenst kan elke thuisvakman de basisprincipes van het lassen onder de knie krijgen. Het is niet zo moeilijk. Het vereist geduld, nauwkeurigheid en uiteraard een nauwkeurige uitvoering van alle instructies. Alles zal veel gemakkelijker zijn als het proces van het beheersen van een nieuwe vaardigheid plaatsvindt onder begeleiding van een ervaren specialist.
Heeft u persoonlijke ervaring met het verbinden van onderdelen met behulp van elektrisch lassen? Wilt u uw opgebouwde kennis delen of vragen stellen over het onderwerp? Laat opmerkingen achter en neem deel aan discussies - het feedbackformulier vindt u hieronder.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Bedankt! Ik heb veel nuttige dingen voor mezelf geleerd. Hoe vierkante buizen onder een hoek van 90 goed lassen?
Een nuttige video, naar mijn mening, vooral voor delitianen.
Bedankt! Het was erg interessant om te lezen.
Bedankt voor de info
Goedemiddag Sorry dat ik het vraag zonder enige externe vertegenwoordiging, maar er zijn geen opties…. Beantwoord alstublieft de vraag. In laswerkzaamheden en concepten - volledige nul. Maar de tijd is zodanig dat je alles op je moet nemen. Er was behoefte aan het lassen van dun (1 - 2 mm) ferrometaal. Het gedoneerde Italiaanse wonder Deca STARFLUX 130AC ligt al een hele tijd rond. Uitvoer naar de gevulde draad rechtstreeks vanaf de transformator... Is dit normaal? Hoe moeten ze correct werken? Bedankt….