Inspectie van lassen en pijpleidingen - hoe wordt foutdetectie van pijpleidingen uitgevoerd?
De lasnaad van twee buizen is het meest onbetrouwbare deel van een pijpleiding. Hoe lang de snelweg meegaat, hangt af van de kwaliteit ervan.Om ongelukken tijdens de werking van de constructie te voorkomen, wordt foutdetectie van pijpleidingen uitgevoerd. Dit is vooral van belang voor ondergrondse snelwegen.
De inhoud van het artikel:
Algemene informatie
Er zijn verschillende methoden voor het detecteren van defecten in pijplassen:
- magnetisch;
- akoestisch;
- elektrisch;
- optisch.
Hun taak is het bepalen van de dichtheid van de verbindingen, de sterkte van het metaal in de naden, of er spanningen zijn en andere parameters die de betrouwbaarheid van de pijpleidingen bepalen. Tegelijkertijd zijn de foutdetectiemethoden vrijwel hetzelfde voor alle soorten pijpleidingen: warmte, gas, water-, oliepijpleidingen.
Alle hierboven genoemde methoden behoren tot de categorie van ‘niet-destructieve’ technologieën. Dat wil zeggen dat foutdetectie rechtstreeks op de bouwplaats wordt uitgevoerd. Pijpverbindingen worden niet vernietigd, wat de kosten van installatiewerkzaamheden verlaagt.
De detectie van pijplijnfouten is gebaseerd op een scanner die een foutdetector wordt genoemd. Elke technologie heeft zijn eigen werkingsprincipe voor deze apparatuur. De meest effectieve foutdetectoren:
- wervelstroom;
- ultrasoon;
- magnetisch poeder;
- capillair.

Details over de methoden
Foutdetectie van pijpleidingen is een procedure die moet worden uitgevoerd na installatie van de pijpleiding. Dit voorkomt mogelijke vernietiging tijdens bedrijf. Foutdetectie maakt het mogelijk om eventuele gebreken aan leidingen te identificeren. Het werkingsprincipe van scanners die in het diagnostische proces worden gebruikt, is anders. Daarom is het de moeite waard om ze eerst allemaal in meer detail te bestuderen.
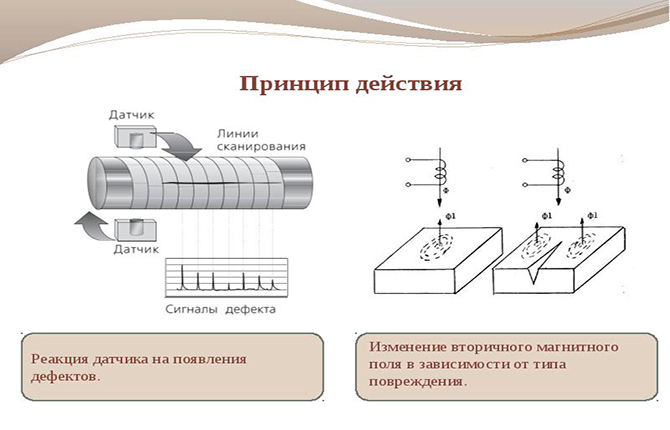
Wervelstroomfoutdetectoren
Het werkingsprincipe van het apparaat is gebaseerd op het creëren van wervelstromen, die via de lasnaad van het buitenvlak van de pijpleiding naar het binnenvlak worden geleid. De stroom die door een homogene metalen structuur gaat, verandert de parameters ervan niet. Als er defecten in de naad aanwezig zijn, dat wil zeggen dat de homogeniteit ervan wordt aangetast, neemt de weerstand toe, waardoor de sterkte van de wervelstroom afneemt.
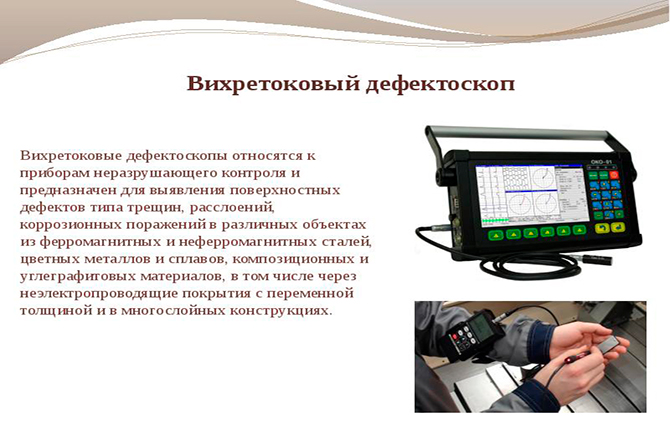
De foutdetector registreert en ontcijfert deze afname en bepaalt zo de kwaliteit van het lasmetaal, defecten en heterogeniteit.
Voordelen van de methode:
- hoge werksnelheid;
- lage resultaatfout;
- lage operationele kosten.
Minpuntjes:
- de dikte van de onderzochte naad is niet meer dan 2 mm;
- De betrouwbaarheid van het apparaat is laag.
Ultrasone foutdetectoren
Ultrasone foutdetectie van pijpleidingen wordt als de meest gebruikte technologie beschouwd. Het wordt uitgevoerd met behulp van vijf verschillende methoden voor het opsporen van defecten:
- Puls-echo-methode.
- Schaduwrijk.
- Echo-spiegel.
- Spiegel-schaduw.
- Delta-methode.
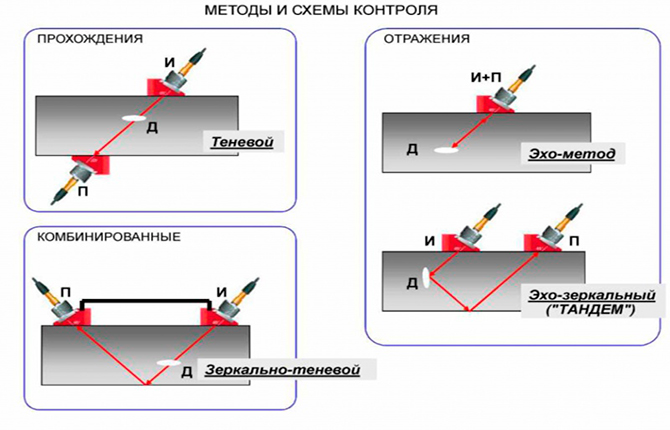
In het eerste geval stuurt het apparaat ultrasoon geluid door de laslaag. Als er defecten in het metaal zitten, wordt de puls gereflecteerd in de vorm van een echo. Dat wil zeggen, de echografie komt terug. Het apparaat registreert de retourtijd, die de diepte van de put of porie bepaalt.
In het tweede geval wordt niet alleen een apparaat gebruikt dat een ultrasoon signaal uitzendt, maar ook een reflector. Deze laatste wordt aan de andere kant van de lasverbinding van de pijpleiding geïnstalleerd. Als de afstand tussen de twee delen van het apparaat en de geluidsreistijd bekend zijn, kan door het wijzigen van de tweede parameter (vergroting) worden bepaald waar het defect zich bevindt en hoe groot het is.
De derde versie van ultrasone foutdetectie lijkt op de eerste.Alleen de foutdetector wordt geleverd met een reflector, die net als de signaalzender op het bovenoppervlak van de naad wordt geïnstalleerd. Beide elementen bevinden zich parallel aan elkaar. Als een signaal bij de ontvanger aankomt, betekent dit dat er een defect in het metaal zit dat de straal weerkaatst.
De volgende methode is vergelijkbaar met de vorige. Het verschil is dat het signaalgever en de reflector onder een hoek van 90° ten opzichte van elkaar staan.
De vijfde methode voor ultrasone foutdetectie wordt zelden gebruikt. De redenen zijn de complexiteit van het opzetten van de apparatuur en het langdurige ontcijferen van de verkregen resultaten. Het is gebaseerd op de omleiding van ultrasone energie, waarvan de richting het defect van de las verandert.
In dit geval wordt een dwarsbalk geleverd, die verandert in een longitudinale balk. Er treedt gedeeltelijke spiegelreflectie op. De reflector vangt precies het longitudinale signaal op, waarvan de sterkte de grootte van de fout bepaalt worden.

Magnetische poederfoutdetectoren
Deze foutdetectie is gebaseerd op de eigenschap van staal om het magnetische veld te veranderen in de buurt van gebieden die qua lage dichtheid verschillen van het hoofdonderdeel. Hier wordt het zwakker. Scheuren, holtes of poriën in het metaal hebben een lage dichtheid vanwege de lucht die erin zit.
Voor het opsporen van defecten in pijpleidingen wordt gebruik gemaakt van magneetpoeder, ook wel ferromagnetische stof genoemd. Het wordt op de las gegoten, waar elektrische stroom wordt geleverd met behulp van twee spoelen - magnetiserend en extra. Elektriciteit in het metaal creëert een magnetisch veld. Als er gebreken zijn, verzwakt het rondom hen. Dit is de reden waarom magnetisch poeder wordt aangetrokken.

Als zich tijdens het onderzoek poeder op het oppervlak verzamelt, duidt dit op één ding: er is op dit gebied een fout in de las gevonden.Met deze methode wordt in-line foutdetectie van hoofdpijpleidingen uitgevoerd.
Er zijn twee opties om te testen: droog en nat. In het eerste geval wordt magnetisch poeder gebruikt. In het tweede geval is een suspensie van dit poeder een waterige oplossing.
Om de kwaliteit van de test die met de tweede optie wordt uitgevoerd hoog te laten zijn, is het noodzakelijk om het te onderzoeken oppervlak bovendien te behandelen met een tussenmateriaal - technische olie, vet en andere.
De voordelen van detectie van magnetische deeltjesfouten zijn onder meer:
- duidelijk resultaat, zichtbaar zonder extra apparaten;
- lage prijs.
Gebreken:
- kleine onderzoeksdiepte - tot 1,5 mm;
- kan alleen worden gebruikt op pijpleidingen die zijn samengesteld uit ferromagnetische legeringen;
- problemen bij het demagnetiseren van grote buizen.

Capillaire foutdetectoren
Deze technologie wordt gebruikt om kleine scheurtjes in het oppervlak te detecteren die met het blote oog niet zichtbaar zijn. Ze bevestigen dat het metaal op de kruising van twee delen van de pijpleiding heterogeen is.
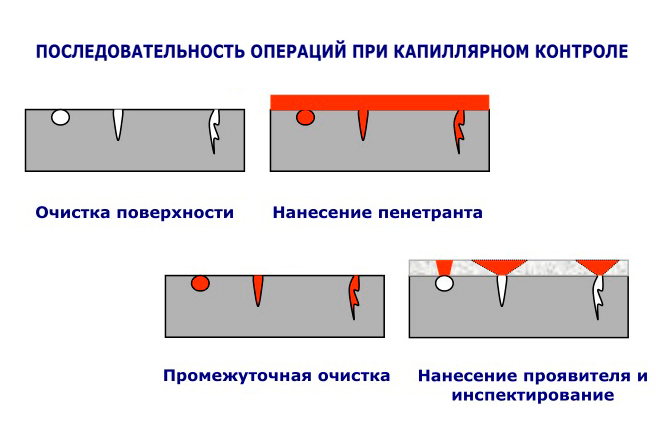
Het detectieproces voor pijpleidingfouten wordt als volgt uitgevoerd:
- Op de lasnaad wordt een indicatorstof, penetrant, aangebracht. Het heeft het vermogen om onder invloed van capillaire krachten in de kleinste defecten door te dringen. Vandaar de naam van de methode.
- Het behandelde oppervlak wordt gereinigd van de aangebrachte substantie, die al diep in het metaal is doorgedrongen.
- Daarop wordt een ontwikkelaar in de vorm van een wit poeder aangebracht. Dit kan talk, magnesiumoxide of een andere stof zijn. Het heeft een belangrijke eigenschap: adsorptie. Dat wil zeggen, het kan andere stoffen opnemen.
- De ontwikkelaar begint penetrant uit de scheuren te trekken, waardoor een patroon van voegfouten op het oppervlak van het witte poeder ontstaat.Tegelijkertijd is de indicator duidelijk zichtbaar in ultraviolette stralen.
Dit type pijplijnfoutdetectie wordt meestal gebruikt als het nodig is om oppervlaktefouten in het metaal op de kruising te detecteren. Het is nutteloos voor diepe gebreken. En dit is een minpuntje. Het belangrijkste voordeel is het gemak van implementatie.
Resultaten
Voor het controleren van leidingverbindingen in hoofdleidingen is het niet nodig om één foutdetectiemethode te gebruiken. Elk gebied kan op de een of andere manier worden onderzocht. Bij het kiezen van de optimale methode moet u eerst evalueren hoe goed het gewricht daarmee overeenkomt. De capillaire methode is bijvoorbeeld geschikt voor waterleidingen, voor olie- en gaspijpleidingen alleen ultrasoon.
Foutdetectie van een pijpleiding is een noodzakelijke procedure waarmee u de kwaliteit van de aangelegde pijpleiding kunt evalueren en alle mogelijke gebreken kunt identificeren. Het wordt uitgevoerd met behulp van verschillende methoden. Het is beter om de procedure uit te voeren in de fase van de installatie van pijpleidingen, zodat u na voltooiing van de werkzaamheden geen onaangename "verrassingen" tegenkomt in de vorm van lekkages of breuken.
Welke methode zou jij het liefst gebruiken en waarom? Schrijf in de reacties. Deel het artikel op sociale netwerken en sla het op in bladwijzers om geen nuttige informatie te verliezen.
We raden u ook aan geselecteerde video's over ons onderwerp te bekijken.
Diagnostiek van het lineaire deel van hoofdleidingen.
Hoe röntgeninspectie van lassen in productie uit te voeren.



